


 English
English 中文简体
中文简体 عربى
عربى
Контент
- 1 Основной принцип работы: четырехэтапный процесс от сырья до готовых пеллет.
- 2 Типичная конфигурация оборудования и сравнение эксплуатационных параметров
- 3 Пять ключевых областей применения: реальная инженерная ценность технологии гранулирования
- 4 Рекомендации по выбору и конфигурации: практическое руководство по согласованию характеристик сырья с целевыми мощностями
- 5 Основы эксплуатации и технического обслуживания: основные меры по продлению срока службы оборудования и обеспечению качества пеллет
- 6 Перспективы отрасли: интеллектуальная и «зеленая» эволюция технологий гранулирования
А гранулятор является ключевым оборудованием, которое преобразует сыпучее сырье в гранулы однородной формы посредством процессов экструзии, резки и измельчения. Он широко используется в энергетике биомассы, химической переработке, производстве продуктов питания, фармацевтике и кормовой промышленности для сельского хозяйства. Его основная функция — повысить сыпучесть материала, объемную плотность и стабильность использования, одновременно снижая загрязнение пылью и потери при транспортировке. Правильно настроенный гранулятор может улучшить использование сырья за счет от 15% до 30% и поддерживать скорость образования окатышей выше 95% , что делает его краеугольным камнем современных линий по производству пеллет.
Основной принцип работы: четырехэтапный процесс от сырья до готовых пеллет.
Работу гранулятора можно разбить на четыре непрерывных этапа: подготовка подачи, экструзионное формование, резка по длине и измельчение/калибровка. Параметры процесса на каждом этапе напрямую определяют физические свойства и внешний вид конечных окатышей.
Этап подготовки к кормлению
Сырье сначала равномерно подается в машину через вибрационные питатели. Для материалов с более высоким содержанием влаги требуется предварительная сушка перед входом в основной блок, контролируя влажность внутри. от 8% до 15% для предотвращения прилипания к стенкам или образования рыхлых гранул во время экструзии. Стабильность скорости подачи напрямую влияет на колебания выходной мощности, обычно требуя, чтобы отклонение подачи контролировалось в пределах ±5% установленного значения.
Этап экструзионного формования
Материал проталкивается через отверстия матрицы под мощным сжатием сдвоенных вращающихся роликов или шнеков, образуя непрерывные полосы. К основным параметрам управления относятся:
- Зазор ролика: от 0,5 мм до 2,0 мм ; слишком маленький размер ускоряет износ, слишком большой приводит к недостаточной плотности гранул
- Температура экструзии: от 60°С до 120°С , динамически регулируется в зависимости от характеристик плавления материала
- Соотношение длины и диаметра отверстия матрицы: от 3:1 до 8:1 ; более высокие соотношения улучшают компактность пеллет, но пропорционально увеличивают энергопотребление
- Мощность главного двигателя: общие конфигурации варьируются от от 55 кВт до 90 кВт , что соответствует диапазонам мощностей от 200 кг/ч до 800 кг/ч
Резка по длине и шлифовка/калибровка
Полосовой материал разрезается на заданную длину режущими лезвиями из сплава, а затем поступает в зону шлифования для чистовой обработки поверхности. Скорость полотна обычно устанавливается между 800 и 1500 об/мин , а также с регулированием скорости с переменной частотой, точный контроль длины гранул в пределах от 2 мм до 30 мм может быть достигнуто. Измельченные окатыши должны пройти через вибрационное сито для сортировки, при этом апертура сита обычно устанавливается на 1,2 раза целевой размер частиц в качестве верхнего предела для обеспечения концентрации по размеру готовых гранул.
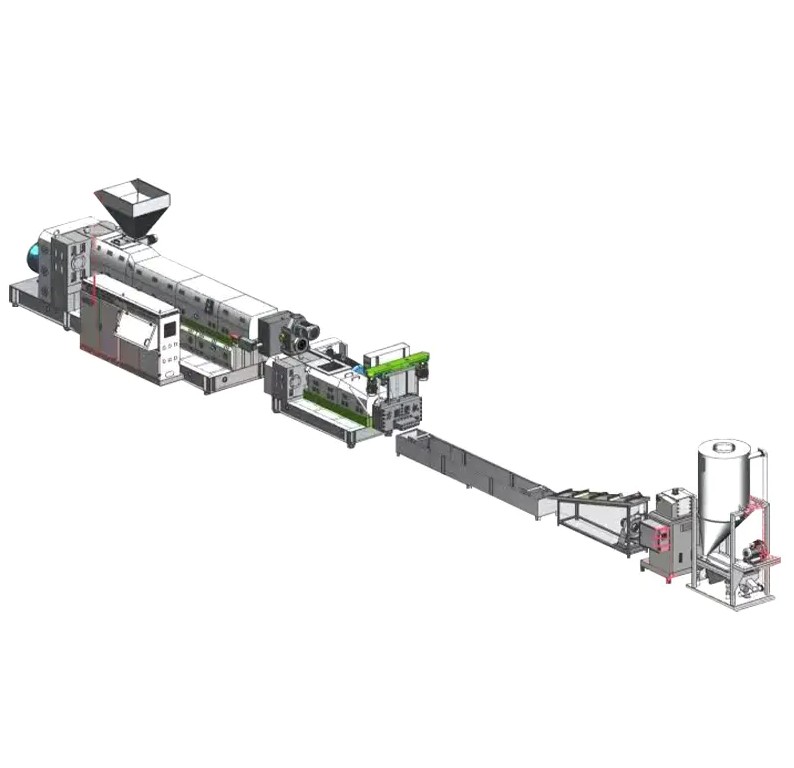
Типичная конфигурация оборудования и сравнение эксплуатационных параметров
А complete pellet production line consists of a main machine, auxiliary equipment, and supporting systems. The selection of each unit must match raw material characteristics, capacity targets, and finished product specifications. The following table compares performance parameters of common configuration schemes.
| Блок оборудования | Ключевые характеристики | Показатели эффективности | Описание функции |
|---|---|---|---|
| Главный экструдер | Диаметр шнека 175 мм, передаточное число 1:20. | Мотор 90 кВт , емкость 500 кг/ч | Центральная экструзионно-формовочная установка |
| Уплотняющий подающий бункер | Объем 720 л, регулировка частоты. | Мотор 55 кВт , равномерность подачи ±3% | Предварительная обработка и стабильное кормление |
| Конвейерный ленточный питатель | Длина 5 м, ширина ленты 600 мм. | Скорость транспортировки от 0,5 до 2,0 м/с | Непрерывная транспортировка пленки или сыпучего материала |
| Аuxiliary Extruder | Диаметр шнека 175 мм, головка односетчатая. | Мотор 30 кВт , вспомогательная пластификация | Вторичная экструзия для улучшения компактности |
| Резервуар для охлаждающей воды | Нержавеющая сталь, длина 4 м. | Контроль температуры воды от 15°С до 25°С | Быстрое формование для предотвращения прилипания |
| Выдувная сушилка | Вентилятор высокого давления, конструкция из нержавеющей стали, 2,5 м. | Аir pressure ≥3000 Па | Удалить остаточную влагу с поверхности |
| Портальный гранулятор | Аlloy hob blades, variable frequency speed control | Скорость от 800 до 1500 об/мин | Точная резка по длине |
| Контейнер для хранения из нержавеющей стали | Вентиляторная транспортировка высокого давления, объём 1 м³ | Емкость хранилища 500 кг | Буферизация и гомогенизация готового продукта |
Аs shown in the table, the power ratio between the main extruder and compacting feeder bin is approximately 1,6:1 , соотношение, подтвержденное инженерной практикой, для поддержания стабильного давления экструзии при обеспечении производительности. Согласование длины охлаждающего бака со скоростью линии не менее важно: при скорости линии 5 м/мин , 4-метровый резервуар обеспечивает примерно 48 секунд времени пребывания при охлаждении, достаточного для снижения температуры поверхности материала ниже 40°С , отвечающий требованиям формирования для последующих операций резки.
Пять ключевых областей применения: реальная инженерная ценность технологии гранулирования
Техническая ценность грануляторs демонстрируется их межотраслевой адаптируемостью. Следующие пять областей иллюстрируют конкретное повышение эффективности, обеспечиваемое процессами гранулирования:
Энергетический сектор биомассы
Сжатие отходов сельского и лесного хозяйства в топливные гранулы из биомассы дает теплотворную способность 4000–4800 ккал/кг , приближаясь к уровню битуминозного угля среднего качества. Эффективность сгорания пеллет от 20% до 30% выше, чем при прямом сжигании сыпучего материала, при этом выбросы пыли сокращаются более чем 60% . Производственная линия с часовой производительностью 1 тонна может обрабатывать 3000 тонн соломы или древесной щепы в год, что эквивалентно замене примерно 1500 тонн стандартного угля.
Сектор химической и пластмассовой переработки
Аfter washing and shredding, waste plastic film enters the granulator for recycling. The melt index of recycled pellets can recover to от 85% до 95% из первичного материала. На примере переработки полипропиленовой пленки объемная плотность после грануляции увеличивается с 0,15 г/см³ для сыпучего материала 0,55 г/см³ , что снижает транспортные расходы примерно 70% и заполняемость складских площадей 65% .
Пищевая промышленность
При глубокой переработке зерна грануляторы используются для производства экструдированных гранул или реструктурированного риса. Гранулирование сокращает время регидратации за счет 40% и значительно улучшает однородность вкуса. Например, после экструзионной грануляции растворимость кукурузного крахмала в холодной воде увеличивается с 8% чтобы 35% , что значительно расширяет сценарии применения.
Сектор фармацевтических рецептур
Аfter wet or dry granulation, drug powder pellets show improved flowability: the angle of repose improves from от 45° до 55° для рассыпчатого порошка от 25° до 35° , более чем в два раза увеличивая текучесть. Это позволяет при последующих операциях сжатия таблеток уменьшить изменение веса таблетки. ±7% чтобы ±3% , эффективно обеспечивая точность дозировки твердых препаратов для перорального применения.
Аgricultural Feed Sector
Аfter feed pelletization, livestock feed intake increases by от 10% до 15% , а коэффициент конверсии корма улучшается на от 8% до 12% . При этом пылеобразование пеллет при транспортировке остается ниже 3% , по сравнению с потерями сыпучего корма, которые обычно достигают от 15% до 20% . Для комбикормового предприятия годовым объемом производства 100 000 тонн , внедрение процессов гранулирования может сократить отходы сырья примерно на 12 000 тонн в год.
Рекомендации по выбору и конфигурации: практическое руководство по согласованию характеристик сырья с целевыми мощностями
Приобретая гранулятор, предприятия должны всесторонне оценить четыре измерения: свойства сырья, требования к производительности, характеристики готовой продукции и энергетический бюджет. Ниже приведены ключевые моменты выбора:
- Совместимость сырья : Для материалов на основе волокон следует отдавать предпочтение грануляторам валкового типа, тогда как термопластические материалы лучше подходят для шнекового типа экструзии; материалы, влажность которых превышает 20% должны быть оборудованы системами предварительной сушки
- Масштабирование емкости : Выбор лабораторных весов от 10 до 50 кг/ч оборудование, выбор пилотных линий от 100 до 300 кг/ч , и промышленные линии массового производства выбирают конфигурации выше 500 кг/ч
- Выбор отверстия для штампа : Обычно используются гранулы биомассы. от 6 мм до 8 мм отверстия, в основном используются кормовые пеллеты от 3 мм до 5 мм , а гранулы из переработанного пластика выбираются на основе характеристик шнеков последующей машины для литья под давлением на сайте от 2 мм до 4 мм
- Точность контроля температуры : Регуляторы температуры должны обеспечивать точность ±1°С с многозонным независимым контролем температуры для предотвращения локального перегрева и разрушения материала
- Материал лезвия : При обработке материалов, содержащих стекловолокно или наполнители высокой твердости, необходимо использовать лезвия из легированной стали или твердого сплава; лезвий из инструментальной стали достаточно для обычных материалов
Аdditionally, it is recommended to prioritize models equipped with dual-screen changers. Dual-screen design allows screen switching without stopping the machine, reducing output losses caused by screen changes from от 8% до 12% на одноэкранных моделях см. ниже 1% — особенно критично для непрерывного производства.
Основы эксплуатации и технического обслуживания: основные меры по продлению срока службы оборудования и обеспечению качества пеллет
Стабильная работа гранулятора зависит от стандартизированных стратегий технического обслуживания. Следующие циклы технического обслуживания и элементы проверки составлены на основе лучших отраслевых практик:
| Имя компонента | Цикл проверки | Содержание обслуживания | Аcceptance Criteria |
|---|---|---|---|
| Винт и ствол | Каждый 500 часов работы | Измерьте зазор, очистите от нагара. | Распродажа ≤0,3 мм |
| Фильтр экрана матрицы | Каждый shift or when pressure differential exceeds limits | Замените или очистите экран | Перепад давления ≤5 МПа |
| Режущее лезвие в сборе | Каждый 200 часов работы | Осмотрите износ кромки, отрегулируйте зазор. | Скругление кромок ≤0,1 мм |
| Смазка для коробки передач | Каждый 6 месяцев | Выборочное тестирование, замена устаревшего масла | Аcid value ≤1,0 мгКОН/г |
| Система контроля температуры | Ежемесячно | Калибровка термопар, проверка нагревательных элементов | Отклонение ±1°С |
Строгое соблюдение вышеуказанного графика технического обслуживания может увеличить среднее время наработки на отказ (MTBF) в среднем с 800 часов чтобы over 1500 часов , контролируя при этом колебания качества пеллет, вызванные неисправностями оборудования внутри ±2% .
Перспективы отрасли: интеллектуальная и «зеленая» эволюция технологий гранулирования
Гранулятор технологии претерпевают глубокую трансформацию от механизации к цифровизации и от высокого энергопотребления к низкоуглеродному. В течение следующего от 3 до 5 лет , следующие тенденции изменят ландшафт отрасли:
- Интеллектуальное адаптивное управление : Системы саморегулирования параметров экструзии, основанные на характеристиках материала в реальном времени, могут сократить время отладки запуска с от 2 до 3 часов чтобы under 20 минут
- Рекуперация отходящего тепла и оптимизация энергопотребления : Использование отработанного тепла из секций охлаждения и отверждения для предварительного нагрева сырья может снизить общее потребление энергии на от 18% до 25%
- Модульная быстрая смена : Модульная конструкция головок и узлов лезвий сокращает время смены спецификации продукта с 4 часа чтобы 30 минут , улучшение экономики мелкосерийного, многосортного производства
- Полная отслеживаемость данных жизненного цикла : Параметры производства, партии сырья и результаты проверки качества каждой партии пеллет полностью записываются в блокчейн, что соответствует требованиям аудита соответствия для пищевой и фармацевтической промышленности.
Таким образом, как основное оборудование для производства окатышей, техническая зрелость и рациональность конфигурации гранулятора напрямую определяют эффективность переработки материала, стабильность качества готовой продукции и производственные затраты. Точно сопоставляя характеристики сырья с параметрами оборудования, внедряя стратегии профилактического обслуживания и идя в ногу с интеллектуальными тенденциями модернизации, предприятия могут добиться эффективного, стандартизированного и устойчивого производства пеллет в различных областях, включая энергию биомассы, химическую переработку, продукты питания и фармацевтику, а также сельскохозяйственные корма.











