


 English
English 中文简体
中文简体 عربى
عربى
Content
- 1 Основные технические принципы и технологический процесс
- 2 Ключевые параметры производительности и сравнение технических приложений
- 3 Повышение эффективности за счет модернизации автоматизации производственных линий
- 4 Критические точки контроля качества
- 5 Тенденции развития отрасли и технологическая эволюция
- 6 Рекомендации по закупкам и техническому обслуживанию
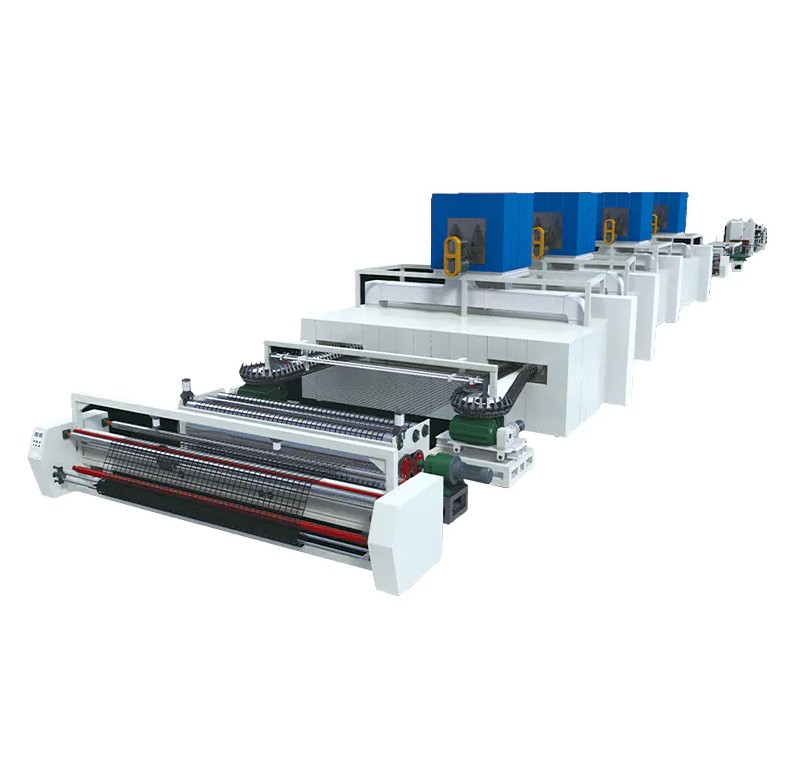
А линия по производству двунаправленной георешетки превращает листы полипропилена (ПП) или полиэтилена (ПЭ) в материалы с сетчатой структурой с высокой прочностью на разрыв в обоих направлениях посредством автоматизированных процессов растяжения и сварки. Эта производственная линия напрямую определяет механические свойства, стабильность размеров и техническую применимость георешеток, что делает ее незаменимой производственной основой для армирования дорог, обработки мягкого грунта и защиты склонов.
Основные технические принципы и технологический процесс
Экструзия сырья и формирование листов
Производственная линия начинается с нагрева и плавления гранул ПП или ПЭ в экструдере, который затем формирует однородные листы с помощью Т-образной головки. Температура экструзии обычно контролируется в диапазоне 200°С и 240°С , при этом скорость течения расплава (MFR) поддерживается в пределах 1,5–3,0 г/10 мин. обеспечить упорядоченное расположение молекулярных цепей в листах, закладывая основу для последующего двухосного растяжения.
Перфорация и двухосное растяжение
Аfter precision perforation, the sheet enters the biaxial stretching unit. The longitudinal stretch ratio generally ranges from от 5 до 8 раз , а коэффициент поперечного растяжения колеблется от 4-6 раз . Контролируя температуру растяжения в пределах от 120°С до 160°С Полимерные цепи становятся сильно ориентированными в обоих направлениях, образуя решетчатую структуру с превосходными механическими свойствами. Типичные продукты достигают прочности на растяжение в продольном направлении от 30 кН/м до 120 кН/м и поперечная прочность на растяжение от 30 кН/м до 120 кН/м .
Термофиксация и намотка
Растянутая георешетка подвергается термофиксации для устранения внутренних напряжений, при этом температура схватывания обычно устанавливается в пределах 140°С и 170°С на срок от 2 до 5 секунд . Затем он проходит через охлаждающие ролики, чтобы достичь комнатной температуры, а затем наматывается на заданную длину с помощью автоматического намотчика. Вся производственная линия работает на скоростях От 3 до 8 метров в минуту , в зависимости от технических характеристик продукта и степени растяжения.
Ключевые параметры производительности и сравнение технических приложений
Различные инженерные сценарии предъявляют существенно различающиеся требования к производительности двунаправленных георешеток. В таблице ниже приведены ссылки на спецификации продуктов для общих областей применения:
| Аpplication Field | Предел прочности (кН/м) | Размер сетки (мм) | Ширина рулона (м) | Типичное применение |
|---|---|---|---|---|
| Армирование земляного полотна шоссе | 30 - 60 | от 25×25 до 40×40 | 3,9 - 5,0 | Аsphalt Pavement Reflective Crack Control |
| Стабилизация железнодорожного балласта | 50 - 80 | от 30×30 до 50×50 | 3,9 - 5,3 | Балластное усиление подбалласта пути |
| Обработка мягкого грунта | 80 - 120 | от 40×40 до 65×65 | 3,9 - 6,0 | Прибрежные илистые и болотные грунты |
| Проектирование защиты склонов | 40 - 80 | от 25×25 до 50×50 | 3,9 - 5,0 | Защита горных склонов и усиление подпорных стенок |
| Закрытие свалки | 60 - 100 | от 30×30 до 50×50 | 3,9 - 5,3 | Стабилизация закрывающего слоя |
Повышение эффективности за счет модернизации автоматизации производственных линий
Современный линия по производству двунаправленной георешеткиs добились полностью автоматизированного контроля от подачи сырья до намотки готовой продукции. По сравнению с традиционным полуавтоматическим оборудованием производственные линии нового поколения достигли значительных прорывов в следующих областях:
- Эффективность производства выросла на от 40% до 60% , годовая мощность одной линии достигает от 3000 до 5000 тонн
- Однородность толщины продукта контролируется в пределах ±0,05 мм , при этом изменение предела прочности снижается до ±3%
- Коэффициент использования сырья увеличился до более чем 95% , при этом переработка и повторное использование обрезков кромок превышают 90%
- Потребление энергии снижено на от 20% до 30% , при этом удельное энергопотребление продукта контролируется на уровне от 350 до 450 кВтч/тонна
- Требования оператора снижены на 50% , только с 2 к 3 Требуются технические специалисты в смену для мониторинга
Взяв стандартную производственную линию шириной 5 метров и расчетная скорость 5 метров per minute например, его ежедневная мощность может достигать от 7 до 10 тонн (в зависимости от характеристик продукта), что почти вдвое больше, чем у аналогичного оборудования пятилетней давности.
Критические точки контроля качества
Системы онлайн-инспекции
Высокопроизводительные производственные линии оснащены лазерными толщиномерами, инфракрасными датчиками температуры и системами визуального контроля для контроля толщины листа, температуры растяжения и целостности сетки в режиме реального времени. Когда отклонение толщины превышает ±0,08 мм или температура отклоняется от заданного значения на ±5°С , система автоматически подает сигнал тревоги и регулирует параметры процесса.
Стандарты проверки готовой продукции
Каждая партия продукции должна быть отобрана и проверена в соответствии со стандартами GB/T 17689 или ASTM D6637. К объектам проверки относятся:
- Испытание на продольное и поперечное растяжение и удлинение
- Испытание прочности соединения (усилие отрыва соединения должно достигать ≥50 Н )
- Определение содержания технического углерода (стандартное требование) от 2% до 3% )
- Тестирование времени индукции окисления (OIT) ( ≥20 минут )
- Испытание на стабильность размеров ( ≤2% степень термоусадки)
Тенденции развития отрасли и технологическая эволюция
Двунаправленные линии по производству георешеток развиваются в сторону интеллектуального, экологически чистого производства и увеличения ширины. Текущие характеристики технологического развития отрасли включают:
- Интеллектуальное управление: Аdoption of integrated PLC and HMI control systems to achieve closed-loop regulation of stretch ratios, temperature, and speed, with product qualification rates stabilized above 98%
- Расширение ширины: Ширина основных производственных линий расширилась по сравнению с традиционными. 3,9 метра чтобы От 5,3 до 6,0 метров , уменьшая количество строительных швов и повышая эффективность монтажа.
- Энергосбережение и снижение потребления: Новые системы электромагнитного индукционного нагрева заменяют традиционный нагрев сопротивлением, сокращая время предварительного нагрева на 30% и сокращение энергопотребления за счет от 15% до 20%
- Многофункциональная интеграция: Некоторые производственные линии имеют интегрированные функции ультразвуковой сварки и нанесения поверхностного покрытия, что позволяет производить композитные георешетки и расширять их возможности для комплексных применений, таких как дренаж и предотвращение просачивания.
Аccording to industry statistics, the global geosynthetics market size is expected to exceed 18 миллиардов долларов к 2026 году, при этом на двунаправленные георешетки будет приходиться около от 25% до 30% . Азиатско-Тихоокеанский регион, благодаря ускоренному строительству инфраструктуры, стал регионом с самым большим новым объемом установки двунаправленных линий по производству георешеток, поддерживая ежегодные темпы роста от 8% до 12% .
Рекомендации по закупкам и техническому обслуживанию
Ключевые моменты выбора оборудования
При покупке линия по производству двунаправленной георешетки , следует изучить следующие технические показатели:
- Соответствует ли максимальный коэффициент растяжения требованиям целевого класса прочности продукта.
- Достигает ли точность системы контроля температуры в пределах ±2°С
- Контролируется ли время смены формы в пределах 2 часа чтобы support flexible switching between multiple specifications
- Оборудована ли комплексная система переработки отходов и гранулирования
Ключевые моменты ежедневного обслуживания
Для обеспечения долговременной стабильной работы производственной линии рекомендуются следующие процедуры технического обслуживания:
- Очищайте сито экструдера каждую смену, чтобы предотвратить засорение примесей и ухудшение качества расплава.
- Еженедельно проверяйте износ поверхности натяжного ролика; немедленно отремонтируйте, если износ превышает 0,1 мм
- Калибруйте датчики температуры и толщиномеры ежемесячно, чтобы обеспечить точные данные обнаружения.
- Заменяйте смазочное масло в редукторе и проверяйте натяжение цепи каждый квартал.
- Ежегодно проводите комплексную прецизионную проверку, включая калибровку степени растяжения и тестирование изоляции электрической системы











